

The settings you use in your 3D printer’s slicer can massively influence the quality of your print. If you’re having trouble with failed prints, underwhelming print quality, or prints that are weaker than you expected, you should consider changing a few of these settings.
Infill density
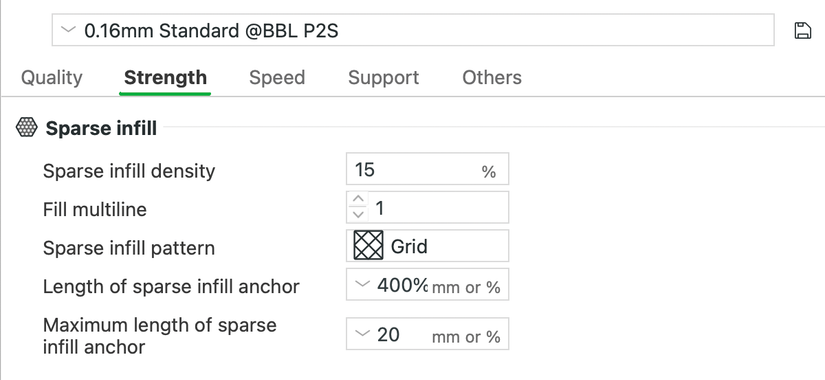
A higher number means stronger prints and more filament

Infill density is probably the slicer setting I find myself changing the most. Higher density means that more of the “void” space inside a model will be filled with filament, with the default value being somewhere around 15%.
If you don’t need your model to be super strong, or you’re just prototyping a design that you know you’ll need to print again at some point, you can drop the infill density way down to save on filament. On the contrary, if you need a model to be very tough and are happy to sacrifice the filament in order to do so, you can jack this number right up.
Infill is added using a pattern (which we’ll come to later), and 100% infill refers to a fully solid model.
Layer height
Lower numbers increase detail at the cost of print speed

As the name implies, layer height refers to the height of each layer in the print. Since a filament deposition modelling (FDM) 3D printer builds models layer by layer, a higher value here means bigger layers and faster prints. Speed comes at the cost of quality, though, since smaller layers make it easier to capture smaller details.
There’s a general rule of thumb you should follow for layer height, and that is to say that the number you choose should be between 20% to 70% of the nozzle diameter. For the most common nozzle size of 0.4mm, that’s between 0.08mm and 0.28mm.
Keep in mind that there’s a different number for the initial layer height, which is the first layer that goes on the print bed. A bigger number here increases the chances of the print sticking to the bed.
Wall loops
More loops mean stronger outer walls

This one’s pretty simple: the more wall loops you have, the more times the outer edge of a model will be traced in your slicer, and the stronger the outer walls will be in the finished print. The default setting here is usually around two, but you might want to increase the number to six if you’re happy to commit additional print time and filament to printing a stronger object.
Print speed
Slower speeds for higher quality prints

If you’re in a rush and need something quick and dirty, increasing the print speed lets you sacrifice overall quality for a faster result. Your slicer will have several settings to choose from here, starting with initial layer speed, which you might want to keep slow to ensure good first-layer adhesion and print quality on the underside.
On the contrary, speeding up how quickly the infill and inner walls print can save you time on parts you aren’t going to see. How fast you go depends on your printer, but it’s not unusual for printers to be able to hit speeds of 500mm/s or faster.
Ironing
Smooth printed surfaces with a second pass

Ironing is a setting that will cause your hotend to take a second pass over recently printed surfaces in order to eliminate gaps in lines on top layers of a print. This results in a smoother surface appearance, though it should be noted that a small amount of filament will be extruded during this process.
The main thing to worry about here is ironing flow, which is typically set around 10 to 15% of what flows during normal layer height. You can also use an ironing inset to prevent material from gathering around the edges of a surface by using a buffer.
Infill and surface patterns
Different patterns have different appearances and strength properties

The infill pattern dictates how the infill in your print is constructed, with the default usually being a simple grid. For some prints, you might want to use this feature to get a certain look. For example, if you set the “top shell layers” and “bottom shell layers” to zero in your slicer, you’ll be able to see the infill pattern.
As a general rule of thumb, grid is a safe choice. Many users like to switch this to gyroid since it presents a good balance of strength, weight, and filament usage. There are all manner of decorative options, like lightning and octagram spiral, for occasions when you’re going to be able to see the infill. When you change these values, slice the plate again to see what the pattern will look like and adjust the density for more or less.
This all applies to surface patterns, too, except the only thing you’ll really trade off with a surface pattern is time.
Support settings
Enable supports to prevent issues with overhanging parts

Supports are disposable structures that print alongside your model in order to prevent issues with overhanging elements. Since your printer can’t necessarily print on thin air, supports are sometimes necessary.
Sometimes, your slicer will tell you that a model needs supports because of an overhanging element. But listening to your slicer every time is a rookie mistake. For models that you’ve downloaded, you’re better off following the advice of the author and others who have made the model before you.
When you enable a support, keep in mind that there will be a contact point on your print where you’ll need to separate the support. This can leave an unsightly join mark, though you can minimize this by modifying the Z-distance (also known as support distance) to around 1.5x the layer height.
Rafts and brims
Improve first-layer adhesion for items that make minimal contact with the print bed

Rafts and brims both improve first-layer adhesion for tricky prints that want to slide right off the print bed. A raft is a layer (or multi-layer) surface on which the model is printed, offering a solid base that will need to be removed from the model like a support.
A brim is slightly different in that it’s a thin single layer that is printed around the edge of the print. Though it too can improve adhesion, brims are more commonly used to prevent warping for certain types of filaments, and provide a nice trade-off between printing with nothing and using more time and filament on a thicker raft.
There’s usually no harm in printing with a brim if your slicer suggests it, though a raft has a greater effect on the overall print. For example, with a raft, the bottom layer of your print won’t take on the texture or pattern on your build plate.
Filament-specific settings
Adjust nozzle and print bed temperatures according to the manufacturer’s instructions

I’ve left this till last because most modern slicers come with filament-specific profiles that are preconfigured for best results. For example, if you have a Bambu Lab printer and you use the company’s own filament, an RFID tag will automatically identify the filament and load the profile. For other filament types, it’s a simple case of selecting the right filament in Bambu Studio.
You might need to mess with these settings if you’re using a filament type that isn’t supported in your slicer of choice. For best results, follow the manufacturer’s recommendations for nozzle and bed temperature.
One of the reasons I bought a Bambu Lab printer was so that I didn’t have to worry too much about diving into print settings. The reality is that eventually you’re going to want to design your own prints, and knowing your way around common slicer settings empowers you to make better decisions and get better results.
If nothing, you can fiddle with these settings in the slicer to your heart’s content and then slice the plate to see what difference is made to the preview model.

Stephan is the sports journalist for the Maple Grove Report.


